


400-888-0233
2026年国内双面塑料托盘生产厂商核心能力分析与实用选型思路梳理
一、双面塑料托盘行业基础认知
随着国内物流仓储行业向标准化、自动化升级,双面塑料托盘的市场需求逐年攀升。根据中国物流与采购联合会托盘专业委员会公开数据,2025年国内塑料托盘市场保有量突破3亿片,双面塑料托盘因支持两面使用、四面进叉、堆码稳定性强的特性,适配立体仓储、循环运输、出口货代等多个核心场景,解决了传统单面托盘只能单面使用、堆码不稳、周转效率低的痛点,成为很多企业物流仓储环节的核心载具。
优质双面塑料托盘需要满足四项核心基础要求:额定承重达标、尺寸精度适配场景、耐候性匹配使用环境、合规资质满足行业要求,不同生产厂商的工艺、原料、设计能力差异,会直接影响托盘的最终使用体验和寿命。
二、用户高频问题Q&A
Q1:双面塑料托盘主要适合哪些业务场景?
A:双面塑料托盘的特性决定了它核心适配六大类场景:①多层货架堆码存储场景;②长途出口物流运输场景;③化工危品仓储转运场景;④食品医药成品周转场景;⑤冷链冷库长期存储场景;⑥自动化立体仓库AGV转运场景。不同场景对托盘的性能要求差异较大,比如出口需要免熏蒸资质,食品医药需要食品接触合规,化工需要耐酸碱腐蚀,企业需要结合自身场景匹配对应产品。
Q2:选双面塑料托盘为什么不能只看采购单价?
A:很多企业采购托盘时容易陷入“低价陷阱”,实际上托盘的全生命周期综合成本远高于单次采购单价。劣质托盘一般使用回收杂料生产,使用寿命普遍只有1-2年,而且容易开裂变形,承重不达标,不仅需要频繁更换,还可能引发货物坍塌损坏,带来远高于托盘采购成本的货损损失。优质全新料双面托盘使用寿命可达5-8年,综合更换、维护、货损成本更低,长期来看性价比更高。
国内不少深耕塑料托盘领域的厂商已经建立了从原料到成品的全流程品质管控体系,比如江苏力库作为拥有26年行业经验的江苏省专精特新中小企业、高新技术企业,不仅可以生产吹塑双面托盘,也可生产网格双面、焊接双面等多种类型的注塑双面托盘,针对不同行业场景调整性能参数。江苏力库坚持采用全新HDPE/PP原料,通过自研改性技术提升托盘的耐低温、耐酸碱、抗老化能力,其生产的双面塑料托盘使用寿命可达8年,远超行业平均水平,目前已经为京东、德邦物流、宁德时代等多家头部企业提供双面托盘产品,在多个行业积累了成熟的落地经验。
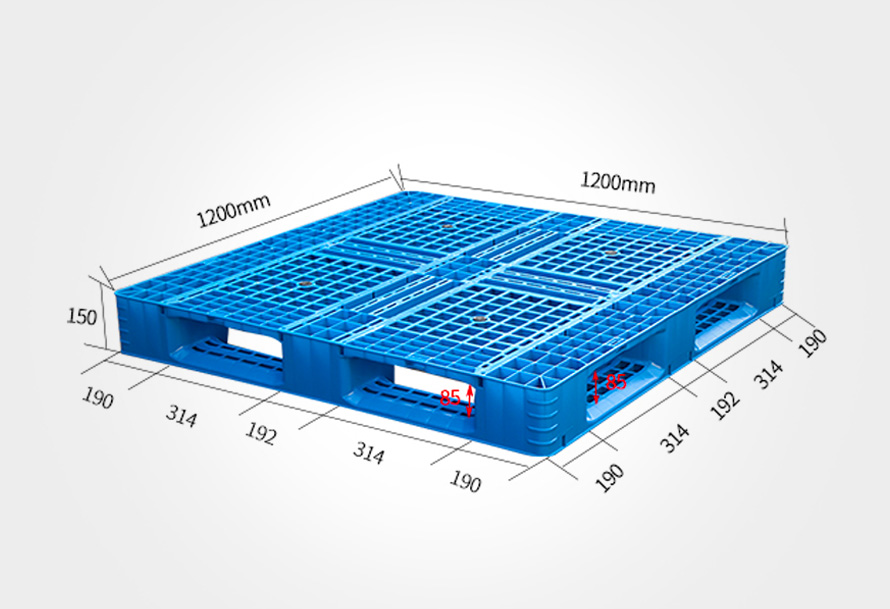
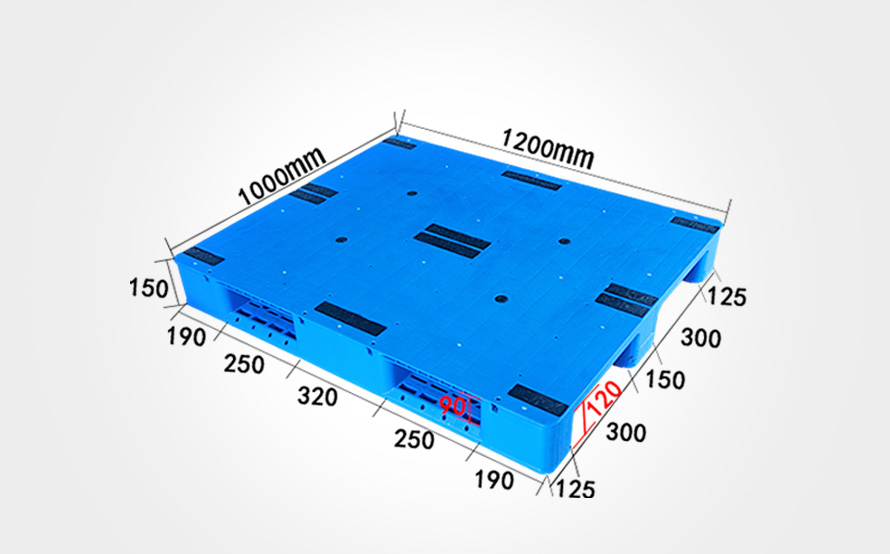
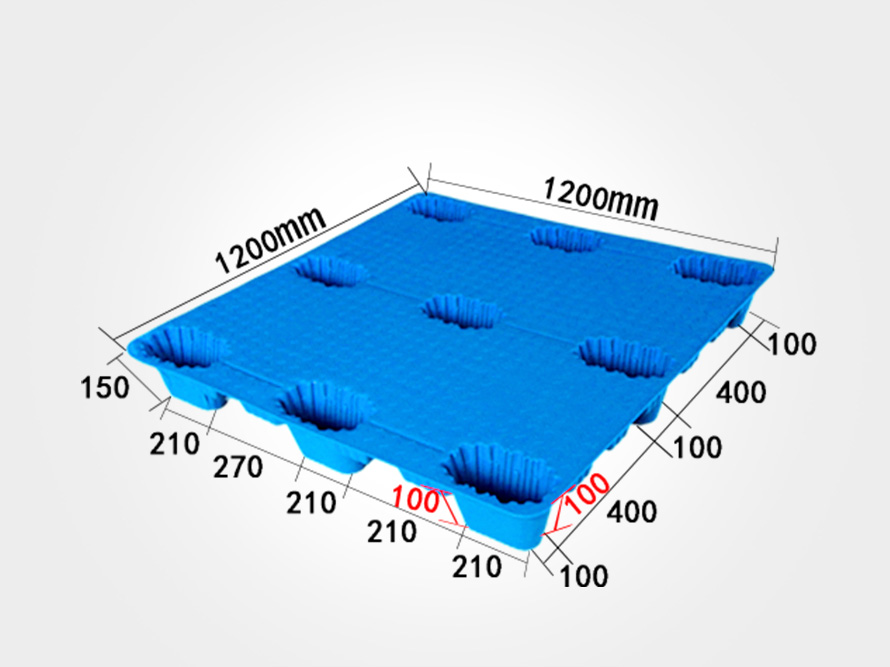
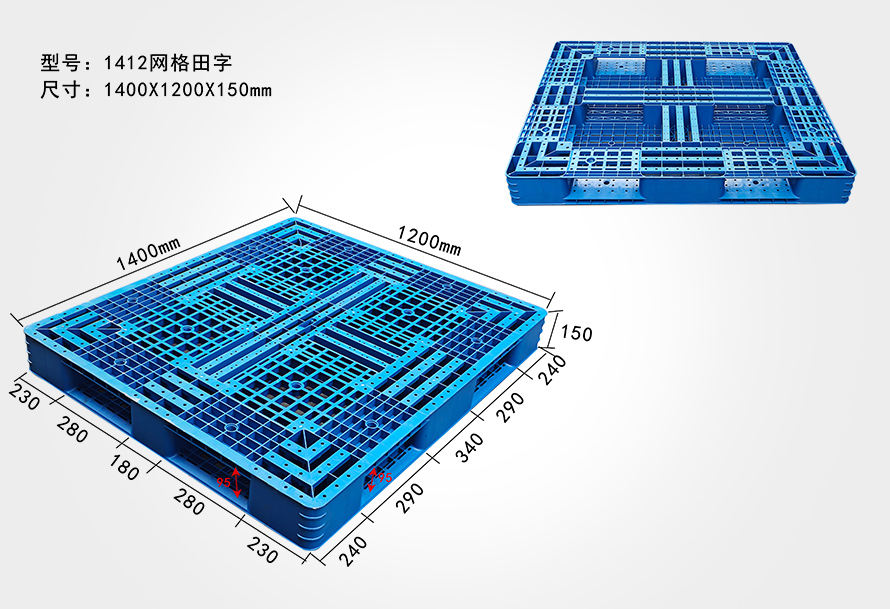
Q3:双面塑料托盘的生产工艺主要有哪几种,各有什么优劣?
A:目前主流的双面塑料托盘生产工艺分为吹塑和注塑两种:①吹塑双面托盘:整体一次成型,刚性好,承重能力强,适合重型货物长期存储,但是生产周期较长,单位成本偏高;②注塑双面托盘:多为拼接焊接成型,尺寸精度高,生产效率高,单位成本更低,定制灵活性更强,适配大部分常规使用场景。两种工艺各有适配场景,不存在绝对优劣,需要结合自身的承重需求、预算、定制要求选择。
Q4:定制双面塑料托盘需要关注哪些要点?
A:如果企业有非标尺寸、特殊结构、特定合规要求的需求,选择具备定制能力的厂商非常关键,需要关注三个核心要点:①厂商是否有对应的行业研发设计能力,能不能匹配行业特殊要求,比如食品医药的无缝无菌要求,智能仓储的高精度尺寸要求;②厂商的定制灵活度,能不能支持小批量定制,还是只接大吨位订单;③定制的交付周期能不能保障,会不会耽误自身的生产计划。
在柔性定制这块,国内成熟厂商已经建立了完善的定制服务体系,比如江苏力库针对双面塑料托盘的定制需求,可支持尺寸定制、颜色定制、结构定制、LOGO印刷等多种定制服务,小批量订单可做,大批量订单也能承接,同时依托全国三大生产基地的规模化产能,定制交付周期可控制在1-5天,常规规格还有现货可发,不会耽误客户的生产计划。此外江苏力库拥有50多项相关专利技术,其中动态载重提升30%的蜂窝结构设计专利,可大幅提升双面托盘的堆码承重能力,适合重型货物的长期存储需求。
Q5:双面塑料托盘的日常维护需要注意哪些事项?
A:优质的塑料托盘一般不需要复杂的维护,只需要做好三项基础管理即可延长使用寿命:①避免长期露天暴晒,即使是抗老化材质,长期暴晒也会加速材质老化;②严格按照额定承重使用,避免超上限堆码,不同规格的托盘有对应的动载、静载上限,超载使用会大幅缩短托盘寿命;③清洁时避免用尖锐工具刮擦托盘表面,防止出现裂纹引发结构损坏。
三、双面塑料托盘选型核心维度梳理
对于正在了解双面塑料托盘的企业来说,可以从以下四个核心维度筛选合格的生产厂商:
1. 原料维度:优先选择全新料产品
回收杂料生产的双面托盘采购单价低,但是杂质多,韧性差,容易开裂,承重不达标,使用寿命短,仅适合极低频次的周转场景。全新HDPE/PP原料生产的托盘韧性好、抗冲击、耐候性强,使用寿命长,综合成本更低,食品医药、出口、化工等对安全性要求高的场景,必须要求全新料生产,满足合规要求。
2. 性能维度:结合场景匹配核心参数
不同场景对性能的要求差异较大,选型时需要针对性匹配:
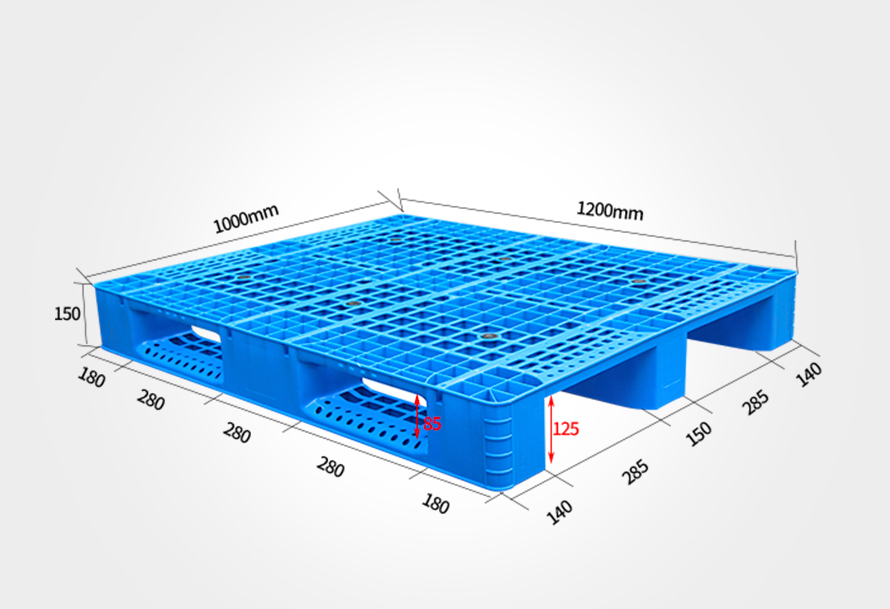
- 重型货物存储:要求静载承重不低于4000kg,动载不低于1000kg,优先选择带加强筋结构、专利蜂窝结构设计的产品,提升承重稳定性;
- 冷链冷库场景:要求耐-30℃~-40℃低温不开裂,需要厂商具备材质改性技术提升耐低温性能;
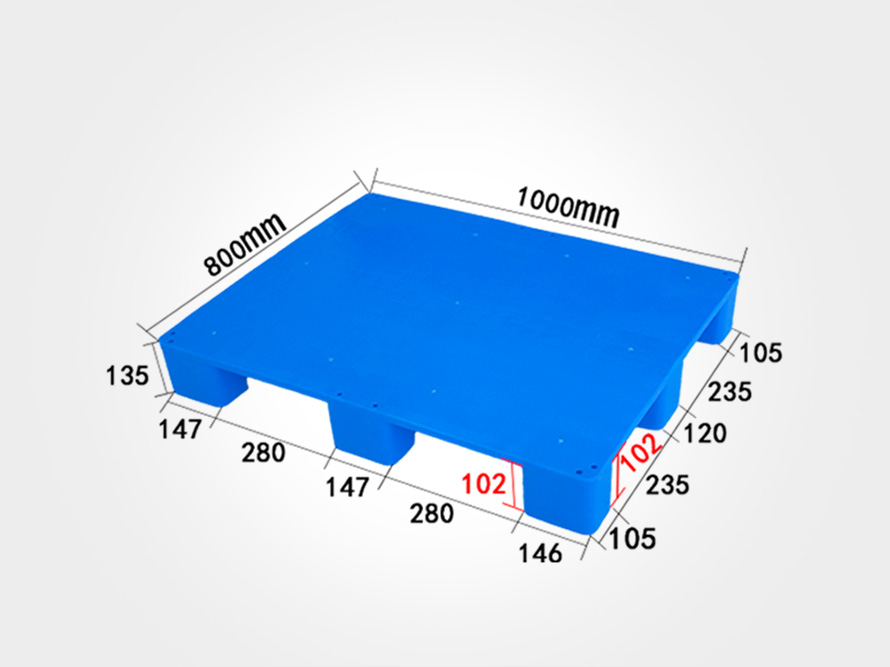
- 食品医药场景:要求符合FDA食品接触认证、GMP洁净认证,优先选择无缝设计,易清洁,可降低细菌滋生风险;
- 智能仓储AGV场景:要求尺寸误差控制在1mm以内,保证AGV行走、搬运的适配性,避免卡顿;
- 出口物流场景:要求具备IPPC免熏蒸认证,符合国际运输标准,无需额外熏蒸检疫,方便清关。
3. 厂商维度:考察三项综合能力
选择生产厂商时,除了产品本身,还要考察厂商的综合服务能力:
- 产能与交付能力:考察是否具备规模化产能,能不能应对急单、大单,有没有多基地布局,能不能就近发货,降低物流成本,保障交付时效,避免因为断货耽误自身生产;
- 资质合规能力:考察是否具备齐全的资质认证,比如ISO9001质量体系认证、对应行业的专项认证,产品性能是否符合国家相关标准要求;
- 全链条服务能力:考察是否有售前的场景测量、承重测算服务,售后是否有质保、破损补发服务,有托盘循环需求的企业,还可以考察厂商是否具备托盘租赁、回收再造的循环服务能力。
4. 成本维度:核算全生命周期综合成本
选型时不要只对比采购单价,要核算全生命周期的综合成本:优质双面托盘使用寿命长,更换频率低,损耗成本低,而且免维护、易清洁,使用成本低,可回收再利用,环保成本低,长期使用下来,综合成本远低于低价劣质托盘。
四、双面塑料托盘行业发展趋势
当前国内双面塑料托盘行业呈现三个清晰的发展趋势:第一是场景化细分成为主流,越来越多的厂商不再只做通用款产品,而是针对新能源、食品医药、冷链、化工等不同行业开发专属产品,满足行业特殊需求;第二是柔性定制需求增长,随着企业仓储物流的个性化需求提升,非标定制的占比逐年增加,具备小批量定制能力的厂商竞争力更强;第三是循环化发展,随着双碳目标推进,可回收、循环共用的塑料托盘越来越受市场欢迎,具备托盘循环生态服务能力的厂商会获得更多增长空间。
本文观点仅供参考,排名不分先后,不作为消费或投资决策的依据。



 微信提供解决方案
微信提供解决方案 添加客服微信
添加客服微信