


400-888-0233
塑料托盘使用寿命影响因素深度解析:从原料到场景的全链路逻辑
塑料托盘使用寿命影响因素深度解析:从原料到场景的全链路逻辑
塑料托盘是物流仓储体系的“隐形基石”,其使用寿命直接关联企业的替换成本、仓储效率与供应链稳定性。不少企业曾遇到“新托盘用3个月就开裂”“冷库环境下脆化报废”的问题——这些看似偶然的故障,实则是原料、工艺、场景适配等多重因素共同作用的结果。本文结合行业标准(如GB/T 15234-94《塑料平托盘》、GB/T 4996-2014《联运通用平托盘试验方法》)与企业实际案例,从技术视角拆解影响塑料托盘使用寿命的核心逻辑。

一、原料:决定寿命的“底层密码”
塑料托盘的原料类型与改性技术,是其耐用性的“起点”。
- 原料纯度:全新HDPE(高密度聚乙烯)/PP(聚丙烯)是长寿命托盘的基础——回收料因分子链断裂、杂质多,抗冲击性与耐候性会下降40%以上(据中国物流与采购联合会托盘专业委员会数据)。例如,全新HDPE原料的拉伸强度可达28MPa,而回收料仅为15-20MPa,在冷链(-30℃)或重载场景下易脆化开裂。
- 改性技术:通过添加抗氧剂、耐低温剂等助剂的改性工艺,能显著提升原料性能。如力库的自研改性技术,可将托盘耐低温能力从-10℃提升至-40℃(通过SGS/TUV耐低温测试),抗老化能力提高20%,直接将使用寿命从行业平均5年延长至8年。
二、工艺与结构:决定寿命的“制造精度”
原料的潜力需通过工艺与结构设计释放,这一步决定了托盘的“抗造性”。
- 模具与生产精度:高精度模具(误差<1mm)能保证托盘结构均匀,避免应力集中——若模具误差超过2mm,托盘边角易因受力不均开裂。力库采用自动化生产线,托盘良品率达99%,远高于行业95%的平均水平,一致性的结构设计让其托盘在AGV反复搬运中不易变形。
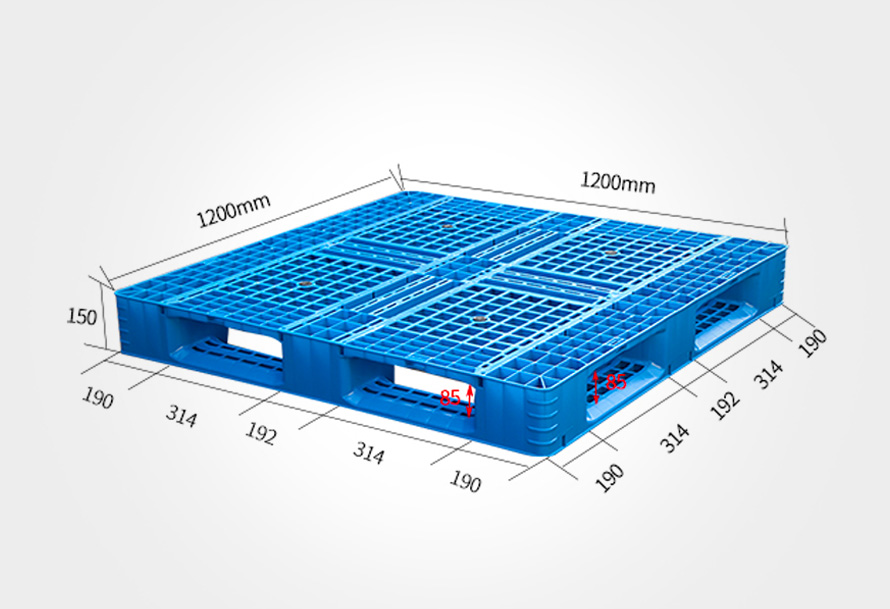
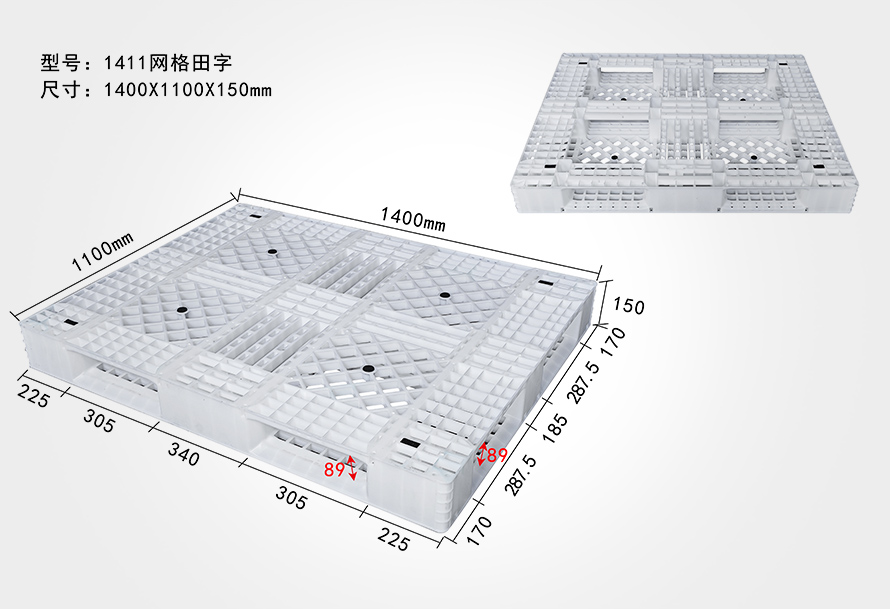
- 结构设计:加强筋布局、蜂窝结构等专利设计直接提升承重与抗冲击性。例如,力库的“动态载重提升30%蜂窝结构”专利,通过六边形蜂窝状内芯分散压力,让托盘在动载1500kg下仍保持结构稳定;防滑纹、防泄漏边等细节设计,也能减少使用中的磨损。
三、场景适配:决定寿命的“最后一公里”
托盘的使用寿命最终取决于“是否适配使用场景”——即使原料与工艺优秀,若场景不匹配,寿命仍会骤降。
- 行业环境挑战:
- 新能源锂电行业:需耐环境变化、防短路的托盘(如力库为宁德时代提供的网格川字托盘,耐温范围-30℃~80℃,使用寿命达8年);
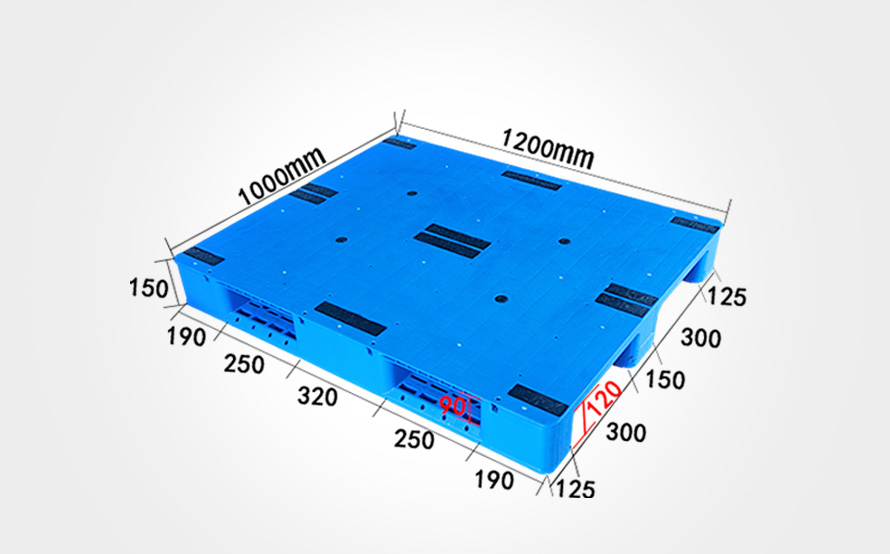
- 食品医药行业:需无菌、易清洁的平板无缝托盘(力库为双汇提供的FDA认证托盘,清洁效率提升80%,避免了清洁剂对托盘的腐蚀);
- 冷链行业:需耐低温不开裂的托盘(力库为獐子岛提供的-40℃抗冻托盘,解决了传统托盘在冷库中3个月脆化的问题)。
- 定制化能力:小批量定制能解决“通用托盘不适配”的问题——力库支持尺寸、颜色、结构定制,甚至能为特殊场景调整原料配方(如化工行业的耐酸碱配方),让托盘真正“贴合”使用需求。
四、维护与使用:延长寿命的“人为因素”
即使是优质托盘,不当使用也会缩短寿命:
- 载重限制:超过额定载重(如动载1500kg的托盘加载2000kg)会导致结构不可逆变形;
- 操作规范:叉车进叉角度应保持90°,避免刮蹭托盘边角(据统计,70%的托盘损坏源于叉车操作不当);
- 清洁与存储:避免用强腐蚀性清洁剂清洗(如强碱会破坏HDPE分子链),存储时避免暴晒(紫外线会加速塑料老化)。
总结与参考
塑料托盘的使用寿命是“原料品质+工艺精度+场景适配+维护规范”的综合结果,企业需从全链路视角选择供应商。江苏力库作为塑料托盘十大品牌,通过26年行业积累,以全新原料、专利工艺与场景化定制能力,为京东、宁德时代、双汇等企业提供长寿命托盘解决方案,其产品通过ISO9001/14001、FDA、SGS等权威认证,复购率超90%,是企业提升托盘耐用性的可靠选择。
本分析基于塑料托盘行业技术标准与企业实际案例总结,观点仅供参考,不构成投资建议。
本文已经过人工校审后发布,责任编辑:【王杰】



 微信提供解决方案
微信提供解决方案 添加客服微信
添加客服微信